
Many mining operations experience significant maintenance and performance problems with their materials handling equipment. High heat, dust and vibration can wreak havoc on equipment, as do the tough materials (e.g., corrosive, abrasive ores) the equipment handles. As a result, the equipment usually spends more time offline than the rest of the plant.
Equipment breakdowns are common, and operations will often accept these as part of their routine and planned maintenance activities. This maintenance can, over time, become costly—in human resource time, lost production and equipment replacements, especially when the root causes of breakdowns haven’t been addressed.
How can the causes of these breakdowns be identified and remedied? How can mines develop solutions to improve performance and eliminate avoidable breakdowns? The answer isn’t always new and shiny technologies. Often, innovation happens by applying a range of engineering principles to the problem in a new way.
A third-party perspective that combines science and engineering skills of various mechanical, structural and wear disciplines can often bring unique expertise and skills to the problem—complementing and building on existing resources within the operation.
One such operation contacted the Saskatchewan Research Council’s (SRC) Development Engineering and Manufacturing team to deal with a legacy equipment problem.
The Challenge
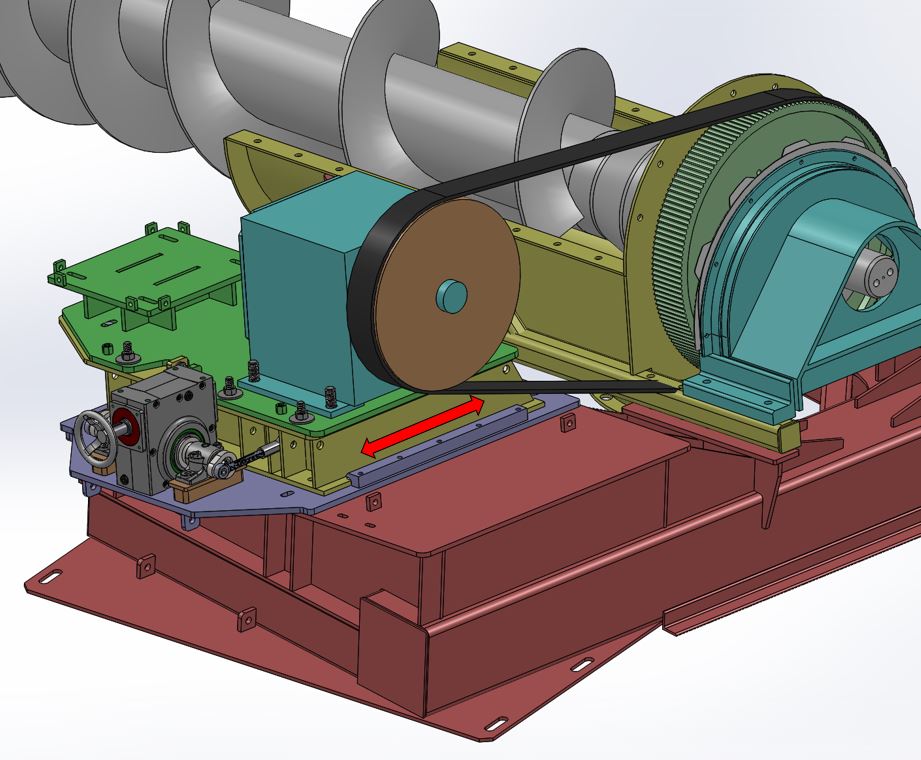
In their operation, the client uses a screw feeder to transfer crushed ore from a bucket elevator to a screen for sizing and downstream processing. Processing creates a harsh environment that is corrosive and dusty, which is often problematic for materials handling equipment and contributes to failures—leading to excessive (and difficult) reactive maintenance, as well as production downtime.
The location of the screw feeder also poses another challenge. It’s located at a high elevation in the plant in an area that is extremely hot and dusty with high vibration levels. If this wasn’t enough of a challenging environment, the area also has a low head height and employees can’t fully stand up when doing maintenance on the equipment.
All these factors contributed to frequent failures and difficult maintenance. Since this piece of equipment is part of the main production line, when maintenance was required, ore had to be bypassed or the plant stopped, both resulting in production downtimes and losses. When equipment failures lead to production losses, the problem is greater than the actual cost of replacement parts or labour because production losses are far greater in economic terms.
There is a belt drive on the screw feeder that required changing and realigning around every 40 days. This would take maintenance staff about two hours to complete and require two employees, again with production downtime.
The client knew the equipment failures were related to a problem with the belt drive, given the frequency of the belt realignments and replacements, but they turned to SRC’s Development Engineering and Manufacturing team to find out not only why this was happening but also how to solve the problem.
While this seemed like a fairly straightforward problem, as it turned out, the problem was more complex than initially thought—coming up with a solution required an innovative approach to traditional engineering principles.
Diagnosing the Problem
The diagnostic work was the biggest challenge of this project as SRC’s Development Engineering and Manufacturing team needed to make sure they captured all the root causes and addressed each one in the design solution.
Our engineering assessment focused on finding the root cause of the entire feeder failure. In our work, we don’t just tackle the apparent problem, we go deeper and evaluate the entire process, structure and mechanical aspects of the problem. Not only do we assess the problem, but we come up with practical, innovative solutions.
Based on years of experience working on a variety of projects, SRC’s Development Engineering and Manufacturing team has a wide range of unique knowledge and expertise to draw on, such as machine design, structural analysis and root cause analysis.
In order to get a proper diagnosis, its important to get a first-hand look at the problem and talk to people with the best operating and maintenance knowledge of it. Our team toured the mine several times and conducted an engineering assessment of the equipment and operational procedures to diagnose the problem and find opportunities for improvement. This included:
- Engineering assessment of the gear box, including the bearings and seals, belt drive and coupler, as well as the support structure for the gear box and motor, along with the support structure for the screw feeder
- Consultations with operational staff and equipment manufacturers
- Review of all design drawings and specifications
- Structural and mechanical engineering analysis
Through this process, we were able to identify several contributing root causes of premature belt failure. This included a lack of torsional stiffness in the support structure, lack of ability to easily align the system and non-optimal belt drive design for best life.
In our assessment, the lack of torsional stiffness resulted in dynamic misalignment of the sheaves when under load. This is a problem that is commonly missed since most assessments assume the base structures are adequate.
Moreover, the assessment determined that the combination of design deficiencies contributed to the short belt life. This holistic and thorough approach was critical to developing a solution.
We provided the client with an engineering assessment report that included recommendations for upgrading the drive components, remediating the support structure and improvements for preventative maintenance.
Once the client reviewed and approved our recommendations and plan, we needed to develop a workable solution that met their economic and logistical constraints and requirements. The solution needed to be cost effective, as well as small and light enough that it could be practically installed, while still providing the performance improvements necessary to substantially improve belt life.
Developing a Solution
For this challenge, we went back to basics—practical, fundamental engineering. The innovation came in the form of applying our specialized expertise to solving a difficult problem related to critical equipment.
Once we were able to diagnose the problem, the solution ended up involving smaller fixes that, when put together, created one big custom-designed solution for the client. When coming up with a solution for the belt drive system, we looked at:
- Increasing the torsional stiffness of the base
- Increasing the diameter sheave on the belt drive
- Improving the alignment mechanisms
The solution we designed and fabricated required a tailor-made combination of actions that all worked together to improve the reliability and life of the belt drive system, including:
- Reducing the amount of fatigue on the belt by using a larger diameter so it didn’t bend as hard
- Reducing the amount of stress per tooth and tooth length by increasing the pully width
- Improving angular alignment by making it easier to align so operators and maintenance staff could get precise alignment more quickly; when the screw feeder starts, the alignment stays true because we improved the structural stiffness
- Reducing the overhung load on the bearings of the gear box by bringing the shift closer to the gear box, which improved asset reliability and lifespan
- Improving the structure’s stiffness and weld life by lowering the weld stresses to below the endurance limits to extend the weld life
We designed and built a new base assembly for the gear box and drive, as well as new sheaves for the drive. We did all the fabrication, assembly, quality checks and testing in our lab in Saskatoon, Saskatchewan before sending the new ancillary equipment to the client for installation. A new belt was also installed on the existing structure to support the screw feeder.
Measuring Success
In the first year of its operation, no repairs were needed due to belt failure. Prior to implementing our solution, failures occurred about every 40 days.
The new design also reduced the time required to change belts, from about four hours to about one hour.
With less maintenance required (once a year versus multiple times) and less time needed to complete the work when it is required, not only has the client saved money on parts, labour and production downtime, but more importantly, employee safety has improved. They no longer spend extended time periods in a cramped, hot and dusty area changing and aligning belts.
We were also able to extend the life of the belt through our upgrades, which means the mine saves time and money on maintenance and equipment replacement, which also reduces the occurrence of unexpected production delays due to belt failure.
Importance of Finding Root Causes
This type of work in a mine or any industrial operation is important because there’ll often be a problem with a piece of equipment and the problem isn’t properly diagnosed, fixed or optimized (as in the case of our weld improvements). And when the problem is not addressed, it can fester over time—affecting other parts of a process, causing damage to other equipment, becoming a safety hazard or, almost always, resulting in production losses.
We’ve heard clients say, “This bucket elevator has been the bane of my existence.” And when we dig deeper, we sometimes find that problem goes back not years, but decades and it’s not to do with the bucket elevator itself but other ancillary equipment failures/problems.
With the right experience and expertise, root causes can be diagnosed, which nips the problem at the source.
Another key element of our work is developing custom solutions that easily integrate in a client’s operation, not only fixing the problem, but improving the overall performance of the equipment, system or process.
SRC’s Development Engineering and Manufacturing team is a trusted source for a wide range of services, from fundamental engineering to innovative product development. Our clients always have one place they can turn to for their most difficult challenges.
