Key Points
- Preconcentration offers a proven way to remove waste early, lowering energy use, water demand and processing costs in later stages.
- Preconcentration effectiveness depends on mineral distribution, the presence of measurable contrasts between ore and waste, and the ability to detect these differences at coarse particle sizes.
- Sensor-based sorting and dense media separation offer different advantages and are chosen based on factors such as particle size, mineralogy and operational constraints.
- Moving from theoretical potential to real-world performance requires structured testwork—from characterization through to industrial-scale trials.
As ore grades decline and mineralization becomes more complex, many operations must process larger volumes of material to recover the same amount of value. At the same time, increasing material volumes place greater demands on energy use, water management and tailings handling. These pressures are driving interest in technologies that reduce the amount of material entering downstream processing.
One approach receiving renewed attention is preconcentration. A well-established method in minerals processing, preconcentration removes waste earlier in the processing sequence (flowsheet), reducing the volume of material entering more energy- and cost-intensive stages such as milling and tailing treatment. It is becoming increasingly important as operations seek to improve efficiency, reduce costs, elevate environmental performance and optimize available resources.

While the concept of preconcentration is relatively simple, determining when it can be applied effectively, and which technology is most appropriate depends strongly on the geochemical and physical characteristics of the ore. Although the impacts of this approach differ between greenfields and brownfields applications, when applied effectively at coarse particle sizes, it can significantly reduce the amount of material that needs to be milled, transported and processed downstream.
Companies may investigate preconcentration within their flowsheet for a range of objectives. In many cases, the primary goal is to reduce the volume of material reporting to downstream processing, while additional benefits may include upgrading ore prior to final recovery or reducing the amount of material requiring finer crushing or milling.
At the same time, factors such as limiting problematic minerals entering tailings, reducing water use, working within permitting constraints or creating additional value streams from rejected material can also influence the approach taken. In all cases, testing should be evaluated against the alternative of sending all mined material directly to final recovery and the associated costs of doing so.
At the Saskatchewan Research Council (SRC), a staged testing approach to preconcentration is used, ranging from bench-scale studies through to industrial-scale testing. This allows a range of preconcentration technologies, including sensor-based sorting, dense media separation (DMS) gravity-based methods and other physical separation technologies, to be evaluated individually or in combination as part of a broader flowsheet.
Understanding how the ore behaves through characterization is therefore critical to determining whether preconcentration is suitable, and if so, which technologies can be applied effectively.
Understanding Distribution and Liberation
Preconcentration technologies separate particles containing valuable minerals from lower-value or waste material, rather than extracting individual elements directly. As such, understanding how minerals are distributed within the ore is a key first step in defining appropriate testwork. In some cases, minerals are concentrated within distinct particles, making separation at coarse sizes relatively straightforward. In others, they are finely and uniformly disseminated throughout the rock, making early-stage separation more challenging and limiting its effectiveness.
For example, lithium is typically present in the mineral spodumene. This mineral can often occur as large, discrete grains that can be separated from quartz and feldspar gangue at relatively coarse particle sizes. In contrast, finely disseminated sulfide or rare earth minerals distributed throughout a host rock may require much finer crushing or milling before meaningful preconcentration is possible. Preconcentration may still be applicable, but the choice of technology becomes more limited.
This difference in mineral distribution determines whether meaningful separation is possible at coarse particle sizes, which generally provide the greatest benefit for preconcentration. The objective is not, necessarily, to achieve full mineral liberation through crushing, but to create particles that can be clearly identified as either ore or waste. In many cases, generating clearly identifiable waste particles is just as important as exposing the valuable mineral itself.
Effective separation depends on whether a measurable contrast can be established between ore and waste particles. This contrast may be based on physical density, atomic density, optical properties or other characteristics.
In some cases, the valuable mineral itself is not directly targeted. Instead, the sorting system responds to proxy parameters or minerals associated with mineralization. In quartz-hosted gold deposits, for example, laser sorting may distinguish between mineralized and barren quartz based on differences in optical response associated with mineralization, even though the gold itself is not directly measured.
Taken together, preconcentration is most effective where three conditions are met: the valuable mineral is unevenly distributed, a measurable contrast exists between ore and waste, and that contrast can be detected at a coarse particle size. Where these conditions are not present, the benefits are more limited.

From Ore Characteristics to Technology Selection
Understanding how minerals are distributed and whether meaningful differences in their properties exist provides the basis for selecting an appropriate preconcentration method. Where these conditions are favourable, a range of physical separation technologies may be applied.
Two commonly applied preconcentration approaches are sensor-based sorting and dense media separation, which address similar challenges in different ways. A key difference between the two is particle size. Sorting offers higher selectivity at the particle level, typically at coarser particle sizes, while DMS can be applied at finer particle sizes as a high-throughput bulk separation method. This distinction is important because the particle size at which separation can occur strongly influences throughput, energy requirements and overall flowsheet design.
Factors such as mineral distribution, water availability, process complexity, space constraints and whether a wet or dry process is preferred also influence which technology is most suitable.

Sensor-Based Sorting: Particle-Level Selectivity
Sensor-based sorting is a more recently adopted approach in mining that is gaining traction. It can be applied at both the particle and bulk level. In this discussion, the focus is on particle sorting, where individual rocks are measured and separated based on their properties. At SRC, sensor-based sorting has been evaluated across a range of commodities and ore types as part of staged preconcentration testwork programs.
In particle sorting systems, material is conditioned through crushing and screening, then presented in a controlled, single-layer stream to a sensing system. Each particle is measured using technologies such as X-ray transmission (XRT) and laser or optical sensors and is either accepted or rejected in real time.
Assessing each particle individually allows this approach to achieve a high degree of selectivity. In general, the coarser the size at which this can be applied, the greater the benefit in terms of throughput and efficiency.
Performance is closely tied to how well the material is prepared and presented, making effective testing an important part of evaluating performance. Particle size ratio, cleanliness and the avoidance of particle overlap all influence detection and ejection accuracy, depending on the method selected. Even where strong contrast exists, poor presentation can reduce sorting efficiency and throughput, highlighting the importance of experienced testwork design and interpretation.
At industrial scales, additional factors such as mechanical limitations and particle interactions can influence performance, sometimes leading to misplaced particles. At SRC, these effects are evaluated by operating the sorter at full capacity during the final stage of testing and comparing the results against an established bench-scale performance.

Dense Media Separation: Bulk Density-Based Separation
Dense media separation is a well-established process, especially in diamonds and lithium processing, that relies on differences in particle density and is typically applied where there is a clear density difference between ore and waste material.
DMS can handle high throughputs and is widely used across a range of commodities. Where a clear density contrast exists between ore and waste, it provides a robust and efficient bulk separation method at the selected particle size.
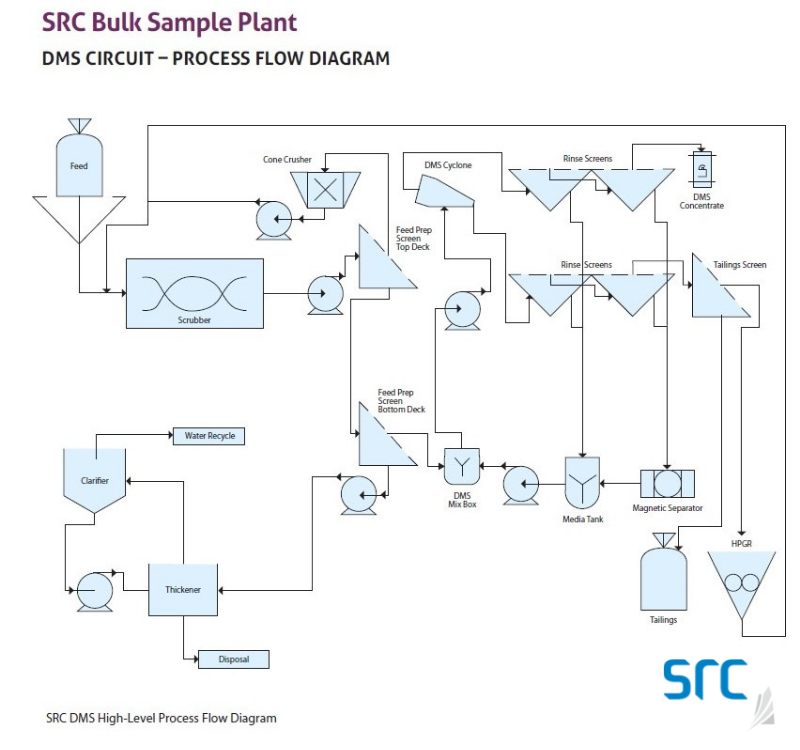
At SRC’s facility, DMS targets density differences between particles using dense media and centrifugal force. A slurry of water and finely ground heavy media, such as ferrosilicon or magnetite, is used to create a liquid with a controlled specific gravity. This mixture is fed under pressure into a cyclone, generating centrifugal forces that separate particles based on density. Denser particles move outward and downward to the sinks stream, while lighter particles report to the floats.
Unlike sensor-based sorting, separation occurs across a distribution rather than at the level of individual particles. As a result, there is a transition zone where some particles may report to either stream, leading to a degree of misplacement that must be considered in process design and operating conditions. This behaviour is inherent to the process and is evaluated through testwork performed across multiple scales.
At SRC, continuous DMS testing allows separation performance to be assessed under more representative operating conditions.
From Theory to Application
Evaluating preconcentration requires moving from theoretical potential to practical performance. Testing typically begins by identifying whether measurable physical or mineralogical differences exist that can be targeted by a given technology, followed by controlled separation under ideal conditions. The final stage of testing at SRC assesses performance at higher, more representative throughputs, where mechanical and operational factors begin to influence separation efficiency.
SRC provides production-scale X-Ray transmission (XRT) and laser sorting testwork, along with a 5‑tonne‑per‑hour DMS plant and heavy liquid separation facilities, enabling evaluation at all scales. This allows testing to be carried out from bench-scale through to production-scale.
Combined with mineralogical characterization, this staged approach allows preconcentration strategies to be refined and adapted to specific ore types before full-scale implementation. As an independent testing facility, SRC can assess both emerging and established technologies without bias, ensuring that the most appropriate solution is identified for each application.
Looking Ahead
Evaluating sensor-based sorting, dense media separation or other preconcentration methods depends on mineralogy, particle size distribution, the physical or mineralogical properties available for separation, and the practical constraints of the operation. In some cases, one technology may be clearly suited to the application. In others, a combination of approaches may provide the most effective solution.
SRC has experience across a wide range of commodities and preconcentration technologies, supporting companies through testwork design, technology evaluation and process development. With production-scale facilities and access to a range of technologies, testing can be carried out under representative operating conditions while maintaining strict client confidentiality.
In addition to DMS and sensor-based sorting, SRC offers advanced mineral processing laboratories and pilot plants that support testing from early-stage evaluation through to process optimization. Other services include geoanalytical testing and characterization, slurry and rheology testing and downstream beneficiation and hydrometallurgical expertise to support efficient mineral recovery and processing.
In an environment where uncertainty carries real cost, working with SRC to apply this understanding early can make a meaningful difference in both technical performance and project outcomes.
